
Hacksaw Blades: A Complete Buying Guide for Metalworkers & DIYers

A consistent need for dependable hacksaw blades remains in the world marketplace. Though manufacturing overall has moved toward use of power tools, many manufacturing processes still rely on hand-cutting using hacksaw blades for repairs, maintenance, and the manufacture of products in field locations (work areas). Research has identified a market growth potential for the global hacksaw blade market, estimated to increase from 2020 through a growth factor of 3.8% over 10 years (2020-2030)[1].
Hallmarks of the continuing demand for and growth of the global hacksaw blade market are – construction projects to renew existing and build new infrastructure throughout North America, Europe, and Southeast Asia; and, the challenges associated with replacing hand-held cutting operations within constrained working conditions associated with manufacturing pipes within small pipe galleries.
Procurement professionals have more difficult challenges today than simply buying a cheap blade hacksaw. The market has shifted away from generic carbon steel strips and instead is moving to bimetal blades that are specific to an application. These specific applications represent more than 60 percent of all sales of professional products. As customers seek a metal cutting hacksaw blade, they are looking for three concerns: batch quality inconsistency, confusion about tooth pitch (TPI) selection, and supplier transparency differences between steel and stainless steel blades instead of being able to compare apples to apples. This paper will provide a solution for these concerns and create an analytical framework for consumer purchases based on manufacturing realities.
Industry Insight: Why the Hacksaw Blade Market Is Moving Toward Application-Specific Solutions
The universal hacksaw blade used to cut metal has seen its day. Today’s industrial buyers are more and more frequently buying hacksaw blades that are made for various groups (i.e. mild steel, tool steel, stainless alloys, non-ferrous) and that trend is affecting the way the supply chain operates. Bimetal & High-speed Steel (HSS) blades represent the bulk of industrial usage, according to a Grand View Research analysis, replacing traditional hardened carbon steel in end-user applications.
Three forces are driving this shift, each with direct implications for purchasing strategy:
- Evolving workpiece materials: Modern fabricating almost always is based on using high-strength low-alloy (HSLA) steels, duplex stainless steel grades and hardened alloys, which will quickly wear down typical carbon steel cutting blades. An application-specific bimetal saw blade with M42 high-speed steel (HSS) cutting teeth holds an edge significantly longer in these abrasive environments and reduces production downtime when replacing saw blades.
- Lean manufacturing demands: The introduction of a new tool into an established process can cause the process to be altered leading to production disruption. All tools must be able to provide consistent performance – a hacksaw blade for cutting steel will deliver a consistent performance and achieve the appropriate takt time by minimising operator intervention.
- Evolving safety regulations: There are increasing expectations within Workplace Safety Standards (WSS) pertaining to workplace tools being designed to resist sudden failure, both in the EU and in North America. The flexible spring steel back of a bimetallic blade will absorb the bending force put on it and, therefore, is designed to meet this requirement with the ability to flex without breaking, unlike a fully hard blade which would break when manipulated.
B2B purchasers of products are looking to make accounts with vendors (suppliers) who can provide them with certified results from material testing systems and provide them product (hacksaw blade) specifications. Businesses that aren’t looking for blade suppliers specifically for the same type of work will add to their waste by having increased rejections and unaccounted for overhead.
Product Deep Dive: What Defines a High-Performance Hacksaw Blade for Metal
The essential aspect of sturdy hacksaw blades used for steel cutting is their specific construction. Today’s professional blades are engineered composites made from several different materials rather than simply being made from solid strips of steel. The bimetal blade is the industry standard for professional blades: the blades have a flexible, spring steel backing onto which high-speed steel wire (usually M2 or M42 grade) has been welded using an electron beam and then ground down to form teeth. The blade teeth will generally have a hardness of over 64 HRC Note 1, allowing for fast and efficient shearing of mild steel, stainless steel, and in some cases, hardened alloy without quick edge degradation. The spring steel backing also absorbs the bending stresses caused by a slight twisting motion of the saw frame while cutting manually.
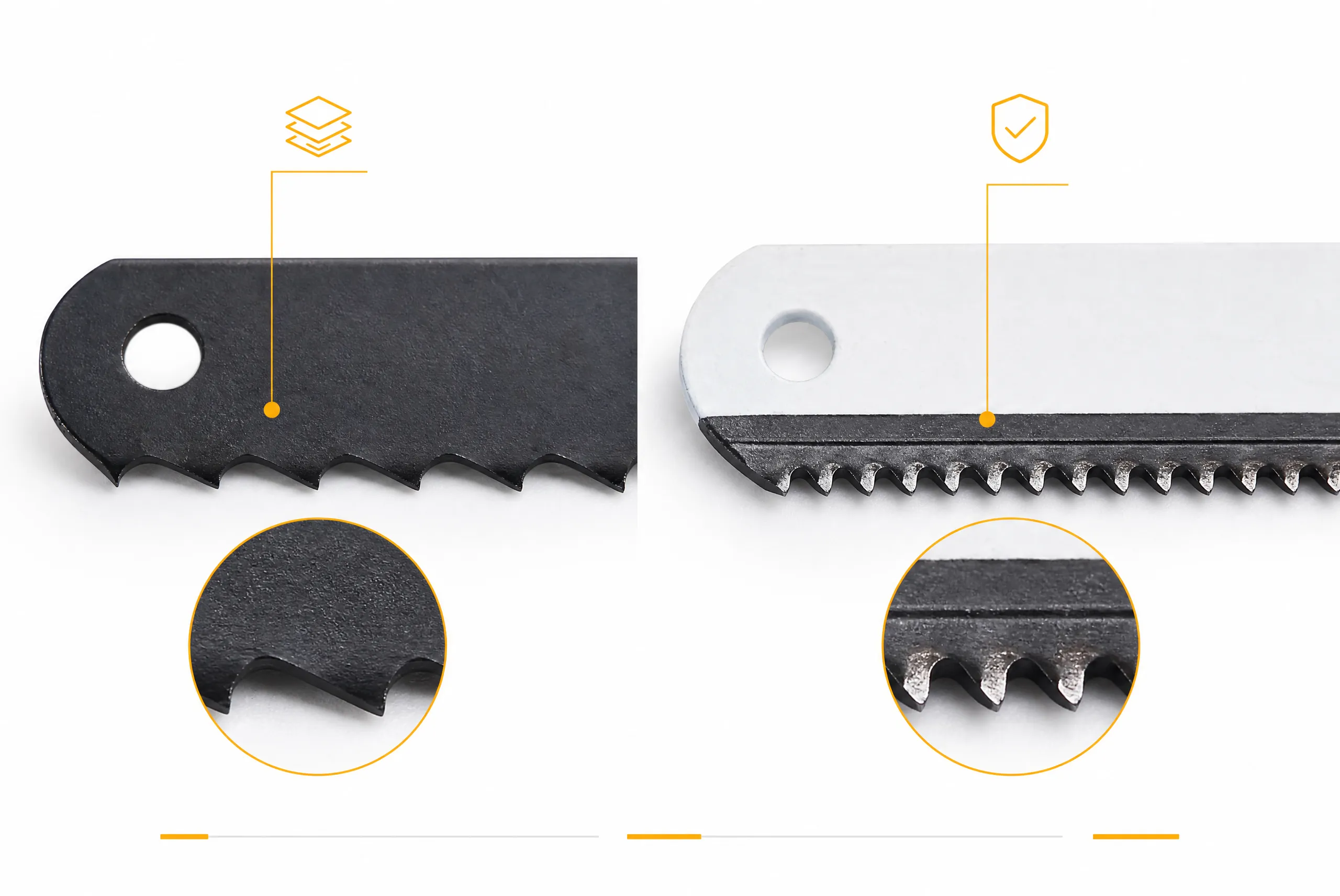
It is crucial to identify a genuine bimetal blade as opposed to a carbon steel lookalike when purchasing these saws. However, it is relatively easy to do an on-site test to verify the blade through the three checks below:
- Magnet test: If a carbon steel hacksaw blade is completely hard, the magnetic attraction will be the same along the whole length of the blade. A bimetal blade will have a small difference in magnetic response at the joint between the two parts (HSS cutting edge and spring steel back) where they are welded together.
- Visual weld line: If the stray line is absent altogether, then the blade is most likely one piece made from carbon steel. The bottom part of the gullet, or the tooth edge, has a small and thin dark line that indicates the use of electron-beam welding.
- Hardness file test: You can test the blade’s hardness with a simple shop file. An HSS tooth (≥64 HRC) will be skated away by the file, while a file will bite into the softer body of a carbon steel blade. This quick test can be done on any sample shipment that you receive.
A quality minded company, such as Wenzhou Yichuan Tools Co., Ltd., only sources HSS wire from certified mills located in Sweden, Japan & China; they also verify the incoming spectroscopic check of HSS incoming raw materials for every shipment of incoming HSS ,i.e., every shipment of incoming HSS will have a chemical composition that is identical to the chemical composition stated on the outside of the container. If this discipline isn’t followed then a well engineered tooth profile will have an inferior performance.
To help buyers quickly compare material options, Table 1 summarizes the most common blade types.
| Blade Type | Tooth Hardness (HRC) | Flexibility | Best Suited For | Relative Cost |
|---|---|---|---|---|
| Carbon Steel (Hardened) | 58-62 | Low | Soft wood, plastic, occasional use | Low |
| High Carbon Steel (HCS) | 60-64 | Medium | Light metal cutting, DIY tasks | Low-Medium |
| Bimetal (HSS edge + spring back) | 64-67 (teeth) | High | Steel, stainless steel, production cutting | Medium |
| Solid HSS | 64-67 | Low-Medium | Machine sawing, very hard alloys | High |
Source: Compiled from manufacturer technical datasheets and ASM Handbook Vol.16[2].
When looking for a properly specified hacksaw blade for steel, the best performer in terms of safety, longevity, and cutting performance is always the bimetal blade option.
Manufacturing Expertise: Heat Treatment, Tooth Setting, and the Tolerance Race
The transformation of a flat bimetal strip into a high-precision, professional-grade hacksaw blade from bimetal wire is the process in which small deviations in thermal and/or mechanical characteristics separate professional-grade hacksaws from commodity rejects. After welding the HSS wire to the metallurgical backing, the strip goes through a continuous hardening furnace. Within the furnace, the strip is heated to an approximate temperature of 1200 degrees Celsius (above the melting point of carbon steel) before passing through a series of hardening quench baths at controlled temperatures for hardening. Then, following the quench process, several tempering cycles gradually increase the tooth hardness to 64-67 Rockwell (HRC), while relieving internal stresses in the spine of the hacksaw blade. A temperature over-shoot of 10 degrees Celsius (in the tempering zone) results in decreased hardness of the blade below acceptable levels. Therefore, companies committed to high-quality professional-grade hacksaws invest in multi-zone furnaces that utilize PLC’s for log data and full traceable documentation for each production lot.
After the strip has been heat treated it moves to high precision tooth setting machines (up to six times) which are able to bend each tooth left or right a given amount (± 0.02mm) with high speed accuracy. This process of creating a set gives the kerf width for the hacksaw blade to be slightly bigger than the saw body. Without this accurate set the saw blade would bind up in the cut thereby generating excessive friction and heat and wandering out of line. The in-line laser straightness checks immediately reject any section that deviates more than 0.2mm over a length of 300mm; this requirement meets ISO 2336-1:2023Note 2 standards for hand hacksaws.
At Wenzhou Yichuan Tools Co., a group of highly talented engineers and technicians are continually fine-tuning their thermal and mechanical processes. Wenzhou Yichuan Tools has invested in high-tech grinding and setting machines. They also have very strict in-process inspections to make sure every hacksaw blade that carries the Wenzhou Yichuan Tools name meets the dimensional and performance specifications that industrial customers require. A focus on deep manufacturing (as opposed to just finishing) is one of the key factors in establishing a long-term relationship with a supplier versus just being a transactional vendor.
Buyer’s Guide: How to Evaluate Quality and Avoid Batch Failures
To find a metal hacksaw blade that will consistently perform identically with your multiple orders, you need to consider factors other than price lists and fancy pictures of product(s). Experienced purchasing agents use a rigorous evaluation process, which includes supplier capability audits, as well as receipt inspections of products after they arrive. The following key parameters of quality and performance should be requested in advance of placing a bulk order according to Table 2.
| Inspection Item | Reference Standard / Method | Typical Acceptance Range | Recommended Frequency |
|---|---|---|---|
| Tooth Hardness | ISO 6508-1 (Rockwell C) | ≥ 64 HRC (bimetal) | 5 pcs per batch |
| Straightness | Surface plate & feeler gauge / ISO 2336-1 | ≤ 0.2 mm / 300 mm length | 100% or sample AQL |
| Cutting Performance | Internal test: cuts to failure on standard bar | As agreed per TPI & material | First article & periodic |
| Dimensional Check (L x W x T) | Digital caliper | Per spec ± 0.1 mm | First piece & in-process |
| Tooth Integrity | Profile projector / vision system | No chipping, burr, or missing teeth | Online sampling |
Side-by-side testing (or comparison of test samples side-by-side) provides the best way to evaluate the performance of hacksaw blades. Request two samples from separate production lots that were produced a few weeks apart and do the same cutting tests on them using the same steel grade. Measure the number of cuts until the teeth are dulled, measure how square each cut was, and see how well the teeth look under magnification. If two production lots of blades provide the same results after completing the tests, then it can be assumed that the supplier has maintained statistical process control over their heat treatment and grinding processes. Suppliers who show this type of transparency will create a more reliable buying experience for professional buyers looking for hacksaw blade suppliers.

OEM and Supply Chain Solutions: From Standard Blades to Custom Handles
The ability for hardware manufacturers to provide retail-ready hacksaw blades with a handle adds additional value to their channel partners and distributors. Manufacturers that have been in the market for a long time offer more than just logo printing; they offer OEM services to their customers through innovative hacksaw-blade solutions. Such solutions include multiple TPI combinations, dual-coloured painting for immediate identification of TPI’s, and ergonomic handles that meet EN 12368 or ANSI B107.10 safety standards, note 2. The type of handle will depend on the end-user; therefore, the handle can either be made from impact-resistant ABS or as an over-mould with soft TPR, ensuring a comfortable grip.
In order to begin an OEM relationship, there is usually a technical consultation; the manufacturer’s engineering team will assist with blade specifications (for example, what type of handle material to use) and package design and treat it as a joint engineering project rather than just an order placement. The minimum order quantity (MOQ) for a custom hacksaw blade with handle will typically start at approximately 5,000 blades per specification and have lead times between 30 and 60 days depending on mold availability and the approved package artwork.
In addition, purchasers must recognize that wood hacksaw blades have an unconnected category of blade, as they have a coarser tooth profile (6 to 10 TPI) and often a different type of steel than those used for metal cutting. A reputable supplier is obligated to explain clearly that any metal cutting blade should never be used for woodworking purposes, and provide you with that assurance when purchasing.
Wenzhou Yichuan Tools Company, Limited provides its customers with exceptional value by delivering a combination of reliable, low-cost products/and value-added services through responsive customer service; timely delivery (via our own trucks); fair and quick payment terms; consistent and clear communication; etc. Wenzhou Yichuan Tool Company’s constant upgrades to their manufacturing processes also meet the needs of purchasers who require durable, dependable products — the strongest form of marketing in the B2B market!
Frequently Asked Questions
Q1: What does “14 TPI” mean and when should I choose it?
The 14 TPI blade has 14 teeth per inch. It will cut best through thick-walled materials such as aluminum, copper, brass, and mild steel because of the relatively coarse pitch, which allows the blade to clear chips quickly and avoid becoming clogged. The 14 TPA blade is not an appropriate tool for cutting tubing with thin walls because it does not provide enough teeth in contact with the workpiece (three or more) to give proper support.
Q2: Can I use the same hacksaw blade for both wood and metal?
A hacksaw blade for cutting wood has oversized, spaced apart teeth (usually 6-10 TPI) and will be quickly stripped from the finished surface when used with steel. On the other hand, an extra fine-tooth metal saw blade is prone to becoming clogged and will take a very long time to make good cuts in wood. You should always use dedicated blades designed for each material classification.
Q3: What makes bimetal blades superior for cutting stainless steel?
A bimetal blade is made of high-speed steel (HSS) for the cutting edge, and usually has a flexible spring-steel back. Because the HSS teeth can hold their edge, even when cutting work-hardened material like grade 304 and 316 stainless steel, the flexibility of the back helps eliminate the possibility of a sudden fracture that can occur with a fully hardened saw blade. In addition to having a flexible back, Stainless Steel Hacksaw Blades are commonly made with a positive rake angle to help reduce work-hardening by shearing rather than rubbing the material.
Q4: How can I verify consistent quality before placing a bulk order?
Request two samples from different production runs to perform tests with the same material, measuring cut failure. Additionally, request a hardness report for the batch (teeth HRC ≥ 64) and a straightness inspection report ( < 0.2 mm every 300 mm). A consistent measurement throughout each production run indicates that the manufacturing process is being controlled well.
Q5: Are OEM hacksaw blades with handles available for private labeling?
Yes. Several different types of manufacturers can supply an OEM service for hacksaw blades configured for handles, including manufacturing to custom length specifications and using TPI on the blade. They may also be able to provide brand name engraving or markings. Most manufacturers require a minimum order quantity of 5,000 blades per order, with a delivery time frame of 30 – 60 days.
Q6: Why does my hacksaw blade break prematurely halfway through a cut?
The most frequent cause is incorrect TPI selection. If the tooth pitch is too coarse for a thin workpiece, too few teeth engage, causing shock loading and tooth breakage. Insufficient frame tension and misaligned starting cuts also contribute.
Q7: How should hacksaw blades be stored in a warehouse?
Store blades flat or hung vertically in a dry environment. Uncoated blades should be protected with a light anti-rust oil film. Tooth edge corrosion from humidity can cause micro-chipping at first use, drastically shortening blade life.
Q8: What is the long-term value of partnering with a quality-focused manufacturer?
A manufacturer that invests in advanced equipment, rigorous quality control, and skilled engineering teams — such as Wenzhou Yichuan Tools Co., Ltd. — can deliver consistent product across years of repeat orders. This consistency reduces your own inspection costs, end-user complaints, and supply chain risk, ultimately providing better total cost of ownership than chasing the lowest unit price.
For professional buyers seeking batch samples or detailed technical specifications, the engineering team at Wenzhou Yichuan Tools Co., Ltd. is available for consultation via eachlead.com.
Notes
Note 1 (HRC): Rockwell C scale hardness, commonly used for hardened steels. 64 HRC is approximately the typical working hardness of high-speed steel, which is more wear-resistant than fully hardened carbon steel.
Note 2 (ISO 2336-1:2023): International standard for hand and machine hacksaw blades, specifying dimensions, materials, and bending test requirements.
Note 3 (EN 12368 / ANSI B107.10): European and American safety and ergonomic standards for hand saws and handles, covering handle strength, anti-detachment design, and comfort.
Authoritative Data Citations
1. Grand View Research. (2025). Hand Saw & Hacksaw Blade Market Size, Share & Trends Analysis Report. Retrieval page
2. ASM International. (2008). ASM Handbook, Vol. 16: Machining. Official introduction page
3. International Organization for Standardization. (2023). ISO 2336-1:2023 – Hacksaw blades – Part 1: Dimensions for hand blades. Official retrieval page
References
Black, J.T. & Kohser, R.A. (2017). DeGarmo’s Materials and Processes in Manufacturing. John Wiley & Sons.
Hicks, J.G. (2021). Welded Design – Theory and Practice. Woodhead Publishing.
European Committee for Standardization. EN 12368 – Hand saw blades. Official standard introduction page
American National Standards Institute. ANSI B107.10 – Hand Tools – Hacksaw Blades and Frames. Official standard retrieval page
Tooling U-SME. Cutting Tool Materials and TPI Selection Guidelines. Online resource